Bei dem neuartigen Goyal-Verfahren zur Zinkatbehandlung von Aluminiumbauteilen durchlaufen diese bis zu zwei Behandlungsstufen. In der ersten Stufe bildet die Zinkatbeize auf den meisten Aluminium-Legierungen einen haftfesten, dichten und sehr gleichmäßigen Zinkfilm mit Schichtgewichten zwischen ca. 5 und 30 mg/dm². Der Zinkatfilm ist speziell ausgerichtet auf die Anwendung des Goyal-Verfahrens zur chemischen Vernickelung von Aluminium bei maximaler Haftung der Nickel-Schichten. Eine einmalige Anwendung der Zinkatbeize Goyal reicht in der Regel aus. In Spezialfällen kann aber auch eine mehrfache Zinkatbeschichtung erfolgen bzw. notwendig sein.
In der optionalen zweiten Stufe, Conditioner Goyal, wird die zuvor in der Zinkatbeize Goyal erzeugte Zinkschicht so konditioniert, dass beim chemischen Vernickeln der Teile das chemische Nickelbad nicht mit Zink verunreinigt wird.
Die Zinkatbeize Goyal ist cyanidfrei; der Conditioner Goyal enthält keine Nitrate oder Komplexbildner.
Das chemische Nickelbad Enigma 9 scheidet durch chemische Reduktion sehr homogene Nickel-Phosphor-Schichten mit einer guten Korrosionsbeständigkeit und sehr gutem Glanz ab. Der Phosphorgehalt der Nickel-Phosphorschichten liegt je nach Arbeitsbedingung bei 8 – 11 % Phosphor. Die Geschwindigkeit des Bades liegt bei 12 bis 20 µ/h.
Dieses neue Enigma-Verfahren zeichnet sich durch eine hohe Stabilität, eine sehr gute pH-Pufferkapazität und relativ hohe Abweichungstoleranzen aus.
Es ist frei von Blei, Cadmium und Ammonium und entspricht den derzeit gültigen Anforderungen der EU-Altautoverordnung, der ROHS-Richtlinie und der WEEE (Waste Eletrical and Electronic Equipment).
Das chemische Nickelbad Enigma 12 ist das High-Phos-Pendant zu Enigma 9. Gängige Normen und Verordnungen können auch von diesem Verfahren erfüllt werden.

Novum: Durch ein besonderes Additiv kann dieser Elektrolyt auf die Mid-Phos-Variante Enigma 9 umgestellt werden. So kann dieser Elektrolyt umweltschonend einige MTOs weiter betrieben werden, nachdem die beste High-Phos-Phase ausgearbeitet wurde.
Als erste Neuentwicklung dürfen wir Ihnen das wohl zur Zeit innovativste Verfahren auf dem Markt vorstellen.
Mit unserem Schweizer Partner Electroless Technology AG vertreibt GalvimaX GmbH exklusiv für sie ein außenstromloses, glänzendes „Chemisch Nickel“ Verfahren für das Abscheiden von Nickel-Phosphor-Legierungen . Natürlich erhältlich als Low-, Mid- und Highphosverfahren.
Das patentierte eltec One-Plate® Verfahren wird sowohl für den Ansatz als auch für die Regenerierung des Elektrolyten mit nur einem Zusatz betrieben.
Der Prozess besticht durch seine äußerst einfache Handhabung sowie einem massiv verminderten Analysenaufwand gegenüber Mehrkomponentensystemen.
Somit erreichen Sie mehr MTO, der Analysenaufwand reduziert sich auf ein Minimum und das völlig unkompliziert zu betreibende Verfahren senkt Ihre Produktionskosten signifikant.
Ab sofort können Sie das eltec One-Plate® Verfahren bei uns erhalten.
Das Glanzzinkbad ACZ 54 HT ist ein alkalisches, niedrig- bis mittel-cyanidisches Bad zur Abscheidung hochglänzender Zinkniederschläge. Die Zinkniederschläge sind duktil, gleichmäßig und zeichnen sich besonders durch eine hervorragende Tiefenstreuung und Metallverteilung aus. Wegen der Wirksamkeit in einem weiten Stromdichtebereich eignet sich das Bad sowohl für Gestell- als auch für Trommelware.
Die mit diesem Bad abgeschiedenen Zinkschichten sind ausgezeichnet in jedem Farbton passivier- oder chromatierbar.
Das Glanzzinkbad CF 912 ist ein alkalisches, cyanidfreies Verfahren, welches spannungsfreie, duktile Zinkschichten erzeugt. Das Zusatzsystem ist gut geeignet für eine sehr enge Behängung der Gestelle.
Aufgrund seiner neuartigen Konzeption verfügt das alkalisch-cyanfreie Glanzzinkverfahren CF 912 über eine gute Glanzbildung, eine hervorragende Metallverteilung und hat einen extrem weiten Bereich, in dem der Zinkgehalt variieren kann. Es können deutlich höhere Stromdichten gefahren werden als bei bisherigen Systemen.
Dadurch ergibt sich eine universelle Anwendbarkeit für Gestell- und Trommelgalvanisierung.
Die Zusätze enthalten keinerlei Komplexbildner.
Das Glanzzinkbad Quasar 3000 ist ein schwachsaurer, ammonium- und alkoholfreier Elektrolyt. Aufgrund der Konzeption der Zusätze kann das Bad bei sehr niedrigen Zinkgehalten betrieben werden. Dadurch ergibt sich bei hohen Leitsalzgehalten eine bisher kaum erreichbare, gleichmäßige und hervorragende Metallverteilung.
Das Verfahren eignet sich auch zur Verzinkung von Gußteilen (Temperguß). Es ist für den Trommel- und Gestellbetrieb gleichermaßen geeignet
Das Glanzzinkbad Quasar 3000 ist sehr einfach zu kontrollieren und zu warten; für den laufenden Betrieb wird in der Regel nur ein Glanzzusatz benötigt.
Die aus diesem Elektrolyten erzeugten Zinkschichten können mit allen DMK-Zink-Nachbehandlungen behandelt werden.
Diese Chromatierung erzeugt eine glänzende, gleichmäßig goldgelbe Farbe mit starker Korrosionsschutzwirkung.
Auf allen Zinkniederschlägen werden tiefschwarze, korrosionshemmende Chromatschichten mit äußerster Gleichmäßigkeit aufgetragen.
Auf der zu chromatierenden Zinkschicht werden dunkeloliv-farbene Überzüge mit ausgezeichnetem Korrosionschutz erzeugt.
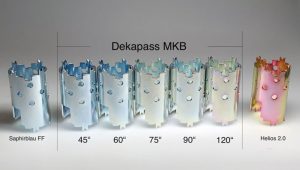
Saphirblau FF ist eine flüssige, fluoridfreie Blaupassivierung, die auf allen aus sauren, cyanidischen oder cyanfreien Elektrolyten klarblaue, wolkenfreie Schichten erzielt. Die Passivierung wirkt glanzerhöhend und kann sowohl im Gestell- als auch im Trommelbetrieb eingesetzt werden. Es handelt sich um ein Produkt auf Chrom-III-Basis; sechswertige Chromverbindungen und Farbstoffe sind nicht enthalten. 
Die Gelbpassivierung Helios 2.0 erzeugt auf allen galvanisch aufgebrachten Zinkschichten leicht irisierende, kräftig gelbe Überzüge, die einen hohen Korrosionsschutz aufweisen und glanzerhaltend wirken.
Die Gelbpassivierung wird 2-teilig in flüssiger Form geliefert und ist frei von Kobalt, Fluorid, Farbstoff und Chrom-VI-Verbindungen. 
Eloc-6 erzeugt auf galvanisch aufgebrachten Zinkschichten eine Chrom-VI-freie Schicht, die sehr hohen Korrosionsschutzansprüchen gerecht wird. Durch einfaches Tauchen in wässriger Lösung werden haftfeste, transparente Schichten aufgebracht, die auch als Grundlage für eine nachfolgende Versiegelung dienen können. Durch Variation der Arbeitsbedingungen können unterschiedliche Farbtöne erreicht werden. Eine Temperfähigkeit ist gegeben und ein nachfolgendes Beschichten mit Top-Coats ist möglich.
![]()
Die Dekapass MKB ist ein neuartiges Zink-Passivierungssystem und das neueste Verfahren unseres Hauses. Sie ist frei von Chrom-VI und Fluorid; eine Kobaltfreie Variante ist in der Erprobung.
So einfach in der Anwendung wie eine althergebrachte Dickschichtpassivierung wird auf galvanisch aufgebrachten Zinkschichten ein zu Zink-Nickel-Systemen vergleichbarer Korrosionsschutz erzeugt. Zum Erreichen dieses Korrosionsschutzniveaus ist jedoch keine Versiegelung mehr erforderlich, sofern von anderer Seite keine Versiegelung verlangt wird (z.B. für einen definierten Reibbeiwert).
Nach ersten auch unabhängigen Testergebnissen aus der Praxis heraus wird die einfache Umschreibung „Dickschichtpassivierung“ der erreichten Leistung dieses Systems nicht gerecht. Im Rahmen des erzielten Korrosionsschutzverhaltens kann die Zinkschicht am ehesten als quasi-inert umschrieben werden.